Soğuk çevre koşulları, ABS delaminasyonuna en büyük katkıda bulunan tek faktördür. Delaminasyon veya kenar / köşe çatlaması, ilk katman yapışması, ara katman bağından daha güçlü olduğunda eğilme gerilmelerinden kaynaklanır. Veya ısıtılmış baskı tablası, baskı levha tarafından yeterince ısıtılamayacak kadar uzun olana kadar güçlü, eğrilmeyen bir temelin oluşturulmasına izin verdiğinde olur. Her iki durumda da, ilk katmanın köşeleri kalkamaz, bu nedenle baskı, stresi azaltmak için başka bir yerde çatlar.
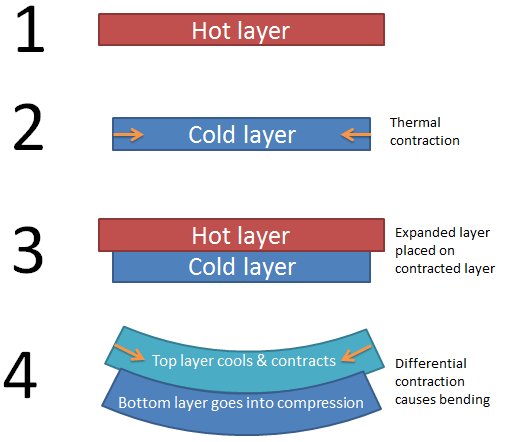
Tüm ABS eğilme gerilmesi, baskının üst kısmındaki taze plastik tabakanın tekrarlanan termal büzülmesinden kaynaklanır. FDM işlemi, sıcak, genişletilmiş plastiği soğuk, büzülmüş plastiğin üzerine yapıştırır. Yeni katman soğuduğunda büzülmeye çalışır, ancak zaten tamamen soğutulmuş / daraltılmış bir katmana yapışır. Bu, iki katman arasında büyük bir kayma gerilimi oluşturur. Bu kayma gerilmelerinin birçok ardışık katman üzerinde birikmesi, baskının tamamı üzerinde büyük ölçekli bir bükülme kuvveti oluşturur. Hem eğrilmeye hem de delaminasyona neden olan budur.
Bir önceki katman plastiğin cam noktasının altında ne kadar az soğursa, sonraki katman aşağı inmeden önce o kadar az termal büzülme yaşar ve bu nedenle, sonraki katman soğudukça daha az çarpıtma gerilimi birikir.
Ortam sıcaklığı kontrol edebileceğiniz en büyük şeydir:
- Eğer Yazıcınızın ortamı 35C'nin altında, muhtemelen ABS yazdırmakla uğraşmamalısınız.
- 50C ortamı önemli ölçüde daha iyidir ve eğilme ve delaminasyonla ilgili minimum sorunları olacaktır. Bu, çoğu motor ve elektronik cihazların ortam sıcaklık değerleri dahilindedir. Hava soğutmalı ekstrüderler tipik olarak ABS'yi yaklaşık 60 ° C ortam sıcaklığına kadar güvenilir bir şekilde ekstrüde edebilir, bu noktada tıkanmaya eğilimli olabilirler. Yazıcınızdaki plastik yapısal parçaları da unutmayın.
- Isıtmalı yapı hazneli endüstriyel ABS yazıcılar, ABS'yi 75-85C bir ortamda bol hava akışı ile yazdırır. Soğutma rejimleri açısından, 80C'lik bir odadaki ABS, oda sıcaklığında bir ortamda PLA'ya çok benzer davranır. Eğilme yok, ancak iyi ayrıntı için çok fazla hava akışı gerekiyor.
ABS'yi daha yüksek bir nozül sıcaklığında (örneğin 240-250C) basmak da katman yapışmasını iyileştirecek ve böylece delaminasyonun oluşma olasılığı daha düşük olacaktır. Aynı bükülme gerilimleri de orada olacaktır, ancak katman birleştirme parçadaki iç gerilmelerden daha güçlü olabilir, bu nedenle baskıdan kurtulur.